Buzzes, squeaks, and rattles (BSRs) are 100% preventable, yet they remains a major source of warranty claims. This is typically the result of improper material friction characteristics, chemical reactions, and/or environmental factors.
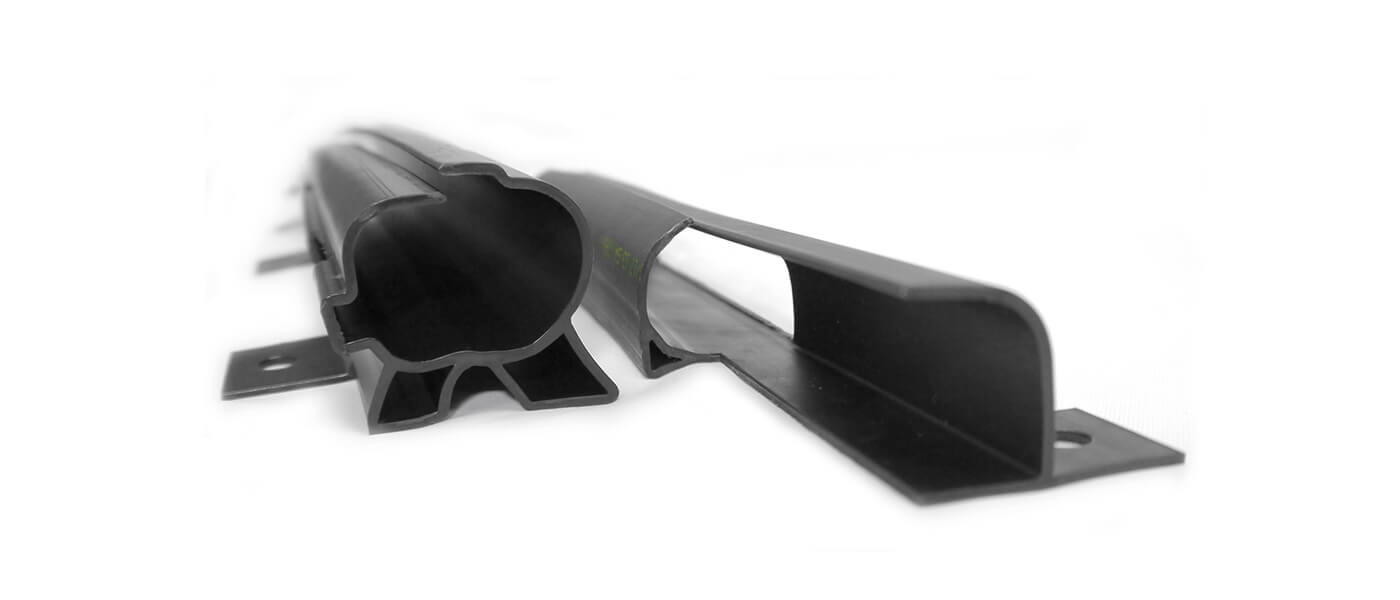
To prevent seal chatter, take a look at the surrounding system.
- To what, and how, will the extruded seal be attached?
- What is its proximity to other components?
- Will it be exposed to extreme temperatures, chemicals, or ozone?
Once you have an understanding of the application’s environment, you can predict potential BSRs and determine the best method of prevention. Some of the most common solutions include the application of a slip-coat, blending a slip-agent directly into the seal material, and applying flock tape or spray to exposed surfaces.