Make your job easier with design guides, case studies, and more from experts with over half a century of experience in engineered plastic products and tooling solutions.
"*" indicates required fields
Δ
What does leadership look like when the industry is unpredictable and change is constant? For Gemini Group's CEO, the answer…
Internship success stories that turned into careers in manufacturing, engineering, and beyond at Gemini Group.
We’re honored to have been recognized in the 53rd Annual SPE Innovation Awards for our contribution to the Supporting Side…
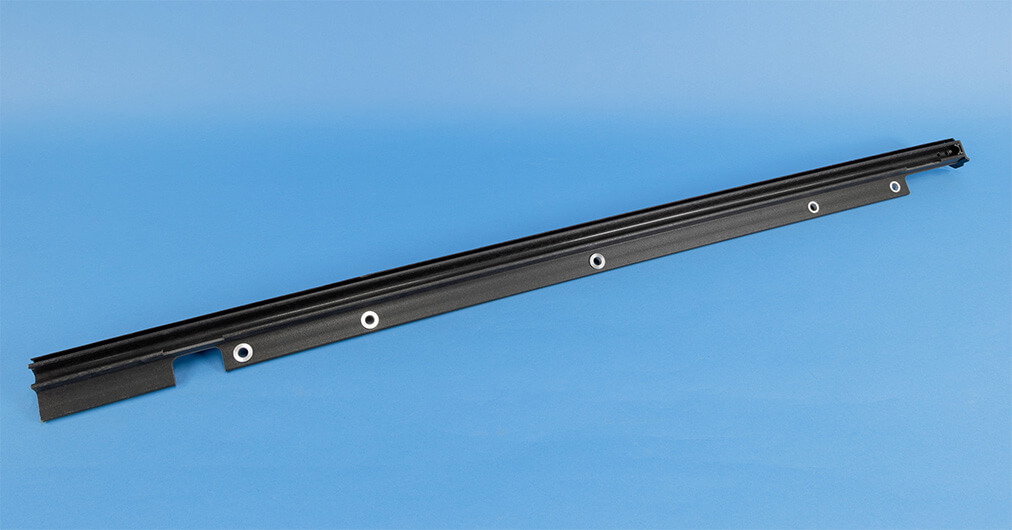
The aluminum extrusion process is a highly efficient and versatile manufacturing technique used to produce aluminum parts with varying cross-sectional…
In late 2022, we embarked on a rebranding effort to unify our identity and reduce confusion surrounding our many different…
Valley Enterprises, GGIT, GPI, SPI, GT Plastics, GPM, RPI, TPI Avoiding the Undisclosed Pitfalls of Plastic Process & Material Selection…
We have the resources to meet any part or production challenge. Let’s talk about what that means for you.
175 Thompson Road, Bad Axe, MI 48413
(855) 343 6464
plasticsales@geminigroup.net
toolingsales@geminigroup.net